

Machining aluminium components economically Walter hybrid tools reduce unit costs and achieve process reliability

Fabian Hübner, Component and Project Manager for Transportation at Water
A few years ago, chassis components made of aluminium were still reserved for the premium segment in the vehicle market. Steering knuckles, suspension arms and wheel carriers for medium-class and small cars were predominantly made of cast iron or forged steel. This has changed in the last few years. Since then, significantly reducing the CO2 emissions of a vehicle has become a top priority in vehicle construction. One way to do this is reducing the vehicle weight. A reduction in weight of 100 kilograms means 0.3 to 0.4 litres less fuel consumption. Even with electromobility as an alternative to the combustion engine, the weight of the vehicle is a key factor the lighter the car, the higher the battery range. Materials like forged wrought aluminium alloys or ductile cast aluminium alloys with a low silicon content can therefore increasingly be found in all vehicle classes.
With the changeover to other materials, the challenges in machining also change. Machining aluminium alloys requires different machining strategies compared to existing materials in use, especially under the conditions of high cost pressure and strict machining quality and process reliability requirements. The machining tools used are an important factor here. Many automotive suppliers already count on the machining specialist Walter in Tübingen for this. Fabian Hübner, Component and Project Manager for Transportation: “Aluminium alloys are the optimal material for the automotive industry. The alloys are light, with sufficiently high strength, and can be machined at speeds that are very different from those of traditional cast iron or steel materials. However, this does not mean that they are easy to machine. Above all, the long chips are a risk factor when it comes to a stable process. In addition, build-up on the cutting edge can quickly form on the cutting edges of the tools. It then soon becomes difficult to comply with the specified tolerances when it comes to the fit sizes and the surface quality. In this respect, users are dependent on the quality of the machining tool and the right technology.”
Creating complex bores economically
Above all, the integration of solid bores represents a technical and economic challenge in the production of chassis components made of aluminium alloys. While pre-forged recesses are often bored with larger bores, such as the wheel hub bore on the wheel carrier, smaller bores such as on the suspension arm are, in contrast, created in the solid material. The often high complexity of the contours to be drilled and the very strict requirements of the accuracy of the bore and of the surface quality also need to be considered. Mostly, the smaller bores act as adaptors for plain bearings and dampers. This requires more than simply setting a bore. For example, defined end faces or chamfers must also be fitted, in order to allow you to fit bearing bushings or damping elements in the next production step. Consequently, up to five machining steps per bore quickly follow.
Several machining steps on one bore require a special machining concept, as tool changes are not only costly in terms of time. They also increase the risk of failing to meet the specifications regarding accuracy of fit and surface quality. With the concept of the hybrid tool, machining specialists like Walter offer their customers a solution that is optimised for this specific task, characterised by maximum process reliability and result quality meaning it really pays off. Hybrid means that a tool body allows different machining steps, essentially functioning as various tools in one. However, it is not only indexable inserts of a different shape that are used here. Hybrid tools link an area with indexable inserts and firmly brazed PCD cutting edges and consequently two different tool types. The area for fast-wearing applications such as roughing therefore works with indexable inserts that can easily be changed by the customer without having to send the entire tool in for reconditioning. Finishing according to exact fit dimensions with minimum angle tolerances and strict surface quality requirements is, in contrast, carried out with firmly brazed PCD cutting edges. PCD cutting tool materials are characterised by their high wear resistance and the tool life that is consequently achievable. Hybrid tools are used above all for drilling “from solid” and with conical seat bores and ball seat bores.

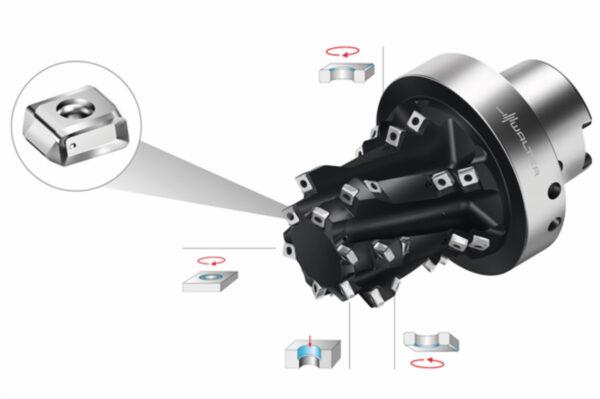
Walter tool with indexable inserts (here P2840) in the boring and counterboring step, as well as brazed PCD cutting edges for machining the finished diameter (counterboring and precision boring).

Hybrid tools are often used with conical seat bores.
High competence with cutting geometry and coating
Forging and heat hardenable wrought aluminium alloys with magnesium and silicon as the main alloying elements, which are primarily used in chassis components, places high demands on the cutting edge due to their machining behaviour. In machining, build-up on the cutting edge forms, which leads to faster wear of the cutting edge. Due to the change in the cutting edge geometry, higher process forces act upon the component, so that the required dimensions and angles or the surface quality are no longer complied with. Wrought aluminium alloys also create long chips or even flow chips, which can significantly jeopardise smooth machining processes. If these risks to process reliability are not managed, the gains in efficiency which can be achieved with a hybrid tool also decrease significantly.
The indexable inserts developed by Walter for aluminium machining (P2840 and P4840 as well as P6004 for solid drilling operations and P4460 for boring) therefore have a special geometry and coating. A specific surface geometry guarantees optimal chip control. The chips that arise from machining break so quickly that flow chips or chip bundles cannot form. With firmly brazed PCD cutting edges, correspondingly good chip control is, if necessary, ensured through laser-generated chip formation or chip breaker geometries.
With indexable inserts, sharply prepared cutting edges reduce the process forces, and highly polished rake faces and a special coating also reduce the formation of build-up on the cutting edge. The very smooth surfaces on the indexable insert created this way offer the material little contact surface. The indexable inserts consequently have a significantly higher tool life than non-optimised types.
High cutting data and high process reliability
At Walter, hybrid tools are designed and manufactured for use in a specific process. In principle, therefore, the tool body is a special product. Due to the high productivity that they bring to the manufacturing process, the tools pay off quickly. A well-known Walter customer was able to achieve cutting speeds (vc) of over 1300 m/min at a feed per revolution (fn) of 0.11 mm when creating bores in a suspension arm with a Walter hybrid tool, for example in the boring stage. In the following boring and precision boring stages, vc is 850 m/min with a feed per tooth (fz) of 0.12 mm.

Mechanism of the Walter chip breaker – the laser-generated chip breaker geometry is the key to reliable machining.
The tangential/lateral P4460 counterboring insert – if indexable inserts that were previously tangentially fitted are fitted into a lateral seat, up to 4+4 cutting edges can be used.
Innovative solution tangential/lateral boring tool
Walter offers a new special tool specifically for hub boring wheel hubs, where five process steps can be undertaken without compromising on compliance with extremely strict dimensional tolerances. Using the same tool, not only is the actual bore created, but the associated end face is also milled and the entire bore deburred forwards and backwards. This is made possible thanks to an innovative new indexable insert, which is used laterally and tangentially. In addition to the reduction of tool changes, the new boring tool offers further economic advantages: Exclusively indexable inserts are used. Compared to hybrid tools with a brazed PCD cutting edge, reconditioning is therefore no longer necessary. In the event of wear, the insert is indexed or changed. All cutting edges are the same, so they cannot be confused. Therefore, four plus four cutting edges can be used, if the indexable insert that was previously tangentially fitted is fitted into a lateral seat or vice-versa. Due to the new tool geometry, coolants or lubricants are conveyed directly to the indexable insert. Compared to a cartridge solution, the boring tool puts more teeth into the cut, so high cutting data is possible. With circular interpolation, a cutting speed (vc) of 1100 m/min with a feed per tooth (fz) of 0.5 mm could be achieved; with boring at 90°, a cutting speed of 700 m/min with a feed per tooth of 0.24 mm can be reached.

