

เครื่องจักรกลที่เชื่อมความเป็น “สีเขียว” HELLER เปิดใช้งานที่ต่อเชื่อมด้วยแรงเสียดทานแบบกวนบนเครื่องจักรกลทุกซีรีย์
Suitable digital images to go with this technical article are available in printable resolution. These may only be used for editorial purposes relating to this topic. Use is free of charge when credit is given as “Picture: HELLER”.
เป็นที่รู้จักในฐานะเทคโนโลยีการเชื่อมความสัมพันธ์ที่เป็นมิตรต่อสิ่งแวดล้อมสำหรับงานโลหะที่ไม่มีแร่เหล็ก เช่น อลูมิเนียม และการเชื่อมด้วยแรงเสียดทานแบบกวน (Friction Stir Welding (FSW)) ได้สร้างชื่อเสียงให้กับเราในหลายอุตสาหกรรม ในอนาคตบริษัทผู้ผลิตที่ใช้เครื่องจักร HELLER จะไม่จำเป็นต้องใช้ฮาร์ดแวร์เพิ่มเติมสำหรับเทคโนโลยีนี้อีกต่อไป แต่จะสามารถดำเนินการตามขั้นตอนนี้ได้ในการตั้งค่าเดียวบนเครื่อง Machining Center แบบ 4 แกน หรือ 5 แกนที่เป็นนวัตกรรมใหม่ทั้งหมด
การเชื่อมแบบกวนด้วยแรงเสียดทานเป็นทางเลือกที่ดีในการผลิตข้อต่อรอยเชื่อมที่ปราศจากโพรงและแน่นด้วยคุณภาพสูงพร้อมคุณสมบัติที่ดีเยี่ยม ดังนั้น กระบวนการนี้จึงมักนำไปใช้ในการผลิตอุปกรณ์เก็บน้ำถังและตู้คอนเทนเนอร์ ตลอดจนในการต่อเรือ วิศวกรรมการบินและอวกาศ นอกจากนี้ เทคโนโลยีดังกล่าวนี้กำลังขยายตัวขึ้นเรื่อยๆ ในอุตสาหกรรมไฟฟ้าและในวิศวกรรมยานยนต์ พร้อมทั้งขยายการเติบโตไปพร้อมกับตลาดการขับเคลื่อนด้วยไฟฟ้า ตัวอย่างเช่น สำหรับการเชื่อมตัวเรือนแบตเตอรี่ โดย Dieter Drechsler กรรมการผู้จัดการของ HELLER กล่าวว่ามีข้อดีหลายประการสำหรับการใช้งานในทุกด้าน
ประการแรกคือคุณภาพการผลิตที่สูงมาก เนื่องจากการป้อนความร้อนที่ค่อนข้างต่ำ จึงสร้างโครงสร้างที่มีเนื้อละเอียดมากโดยไม่มีรอยแตกหรือรูพรุนในวัสดุ ความผิดเพี้ยนในส่วนประกอบน้อยที่สุดเป็นผลให้รอยเชื่อมเป็นไปตามมาตรฐานสูงสุดในด้านความหนาแน่นและพฤติกรรมการชนสัมผัส
The successful integration of friction stir welding into HELLER’s modern machine tools brings users clear economic
advantages.
ประการที่สอง มีข้อได้เปรียบที่สำคัญหลายประการในด้านสิ่งแวดล้อมและสุขภาพ ซึ่งเป็นเหตุผลว่าทำไมการเชื่อมแบบกวนด้วยแรงเสียดทานจึงถูกเรียกว่าเป็นเทคโนโลยีสีเขียว ด้วยเหตุผลคือ: เมื่อเปรียบเทียบกับวิธีการเชื่อมแบบทั่วไปแล้ว จะไม่มีแสงวาบที่เป็นอันตรายหรือควันอันตรายที่จะต้องสกัดออกมาในระหว่างกระบวนการเชื่อม นอกจากนี้ ความสมดุลด้านสิ่งแวดล้อมของกระบวนการยังดีมาก เนื่องจากใช้พลังงานต่ำ รวมถึงการรวบรวมเข้าไว้ในศูนย์ข้อมูลเครื่องจักรกลเพื่อให้มีประสิทธิภาพทางเศรษฐกิจที่สูง
ประการที่สาม ความคุ้มทุนสูงเป็นตัวขับเคลื่อนผลกำไรที่แท้จริงเนื่องจากไม่ต้องใช้วัสดุสิ้นเปลือง เช่น สายไฟหรือก๊าซป้องกัน ค่าใช้จ่ายในกระบวนการจึงน้อยมาก
กระบวนการเชื่อมกลายเป็นเทคโนโลยีที่น่าสนใจเป็นพิเศษด้วยการรวมเข้ากับเครื่องมือเครื่องจักรที่ทันสมัยของ HELLER ที่ประสบความสำเร็จ ช่วยให้ผู้ใช้สามารถขจัดขั้นตอนการทำงานเพิ่มเติม และความต้องการสำหรับเครื่องมือเครื่องจักรราคาไม่แพง การเปิดใช้งานวงจรเทคโนโลยี HELLER และ “ฟังก์ชันการควบคุมแบบปรับได้” ในการควบคุม Sinumerik 840D sl
ผู้ควบคุมเครื่องสามารถตั้งโปรแกรมเส้นทางการเชื่อมที่แผงควบคุม CNC ได้อย่างง่ายดาย โดยใช้ G-code ถ่ายโอนข้อมูล CAD/CAM ได้โดยไม่มีปัญหาใดๆ ในการเริ่มกระบวนการเชื่อมแต่จำเป็นต้องกำหนดพารามิเตอร์หลักของแรงดันและความเร็วด้วยสิ่งเหล่านี้ขึ้นอยู่กับปัจจัยต่างๆ เช่น องค์ประกอบของวัสดุและประเภท รวมถึงความลึกของรอยเชื่อมที่ต้องการ ตามที่ Dieter Drechsler กล่าวว่างานนี้มีความท้าทายบางอย่าง อย่างไรก็ตาม “ผู้เชี่ยวชาญที่มีประสบการณ์ของเราพร้อมที่จะช่วยเหลือคุณหากคุณต้องการ และโครงการนำร่องเบื้องต้นได้แสดงให้เห็นว่าผู้ควบคุมเครื่องจักรของลูกค้าเราสามารถจัดการงานนี้ได้อย่างรวดเร็วด้วยตนเอง”
เมื่อกำหนดแล้ว จะสามารถเรียกแรงดันและความเร็วเพิ่มขึ้นเป็นรอบได้ หลังจากเริ่มกระบวนการเชื่อมแล้ว Siemens CNC จะบันทึกเวิร์คโฟลว์ทั้งหมดและควบคุมการปฏิบัติตามพารามิเตอร์ทั้งหมดได้อย่างน่าเชื่อถือ “โหลดเซลล์” ที่จำเป็นก่อนหน้านี้ที่ล้าสมัยได้
ในขณะเดียวกันความหลากหลายของประเภทข้อต่อที่สามารถผลิตได้มีค่อนข้างมาก นอกจากข้อต่อต้นแบบดั่งเดิมแล้ว ยังสามารถใช้ข้อต่อมุมและข้อต่อตัวทีได้อีกด้วย แม้กระทั่งข้อต่อรอบ แบบเดี่ยว แบบหลายชิ้น และแบบตัว T ก็สามารถรับรู้ได้โดยไม่มีปัญหาใดๆ
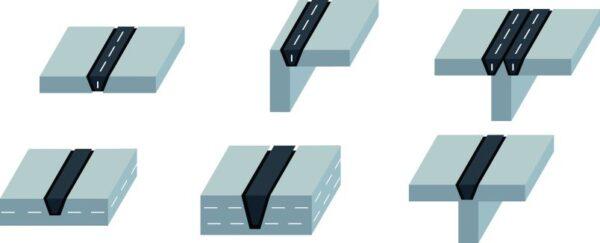
Friction stir welding on HELLER machining centres enables a wide range of joint variants: butt joint, corner joint, T joint, lap joint, multiple lap joint and T lap joint.
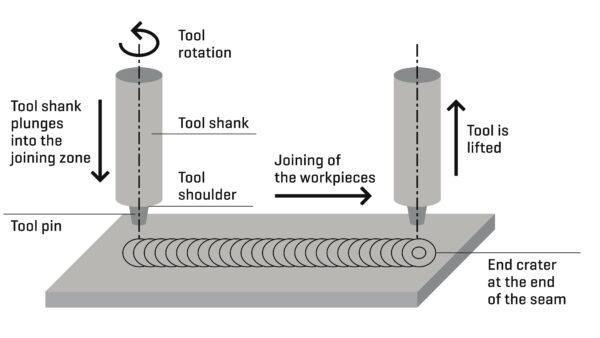
การเชื่อมแบบกวนด้วยแรงเสียดทานทำงานอย่างไร
ในระหว่างการเชื่อมแบบกวนด้วยแรงเสียดทาน เครื่องมือหมุนรูปทรงพินจะถูกเสียบเข้าไปในช่องว่างระหว่างส่วนประกอบที่จะเชื่อมต่อด้วยแรงในแนวแกนสูง จนกระทั่งไหล่ของเครื่องมือที่วางพิงพื้นผิวของส่วนประกอบ แรงเสียดทานที่เกิดขึ้นระหว่างกระบวนการนี้ จะทำให้ร้อนขึ้นและทำให้วัสดุส่วนประกอบกลายเป็นพลาสติกในที่สุด เป็นผลให้วัสดุของส่วนประกอบผสมกันและก่อตัวเป็นส่วนผสานในช่องว่างรอยต่อและเมื่อเครื่องมือซึ่งยังคงหมุนอยู่ ซึ่งถูกเคลื่อนไปตามช่องว่างของรอยต่อด้วยแรงกดสัมผัสคงที่ ในขณะเดียวกันวัสดุที่ถูกทำให้เป็นพลาสติกอย่างต่อเนื่องและผสมเป็นรอบๆ หมุดเครื่องมือจึงเป็นผลให้เกิดรอยเชื่อมคุณภาพสูง ในตอนท้ายของรอยเชื่อมที่เกิดขึ้นจากการเคลื่อนที่ของฟีดจะหยุดลงและเครื่องมือจะถูกยกออกจากพื้นที่เชื่อมต่อ
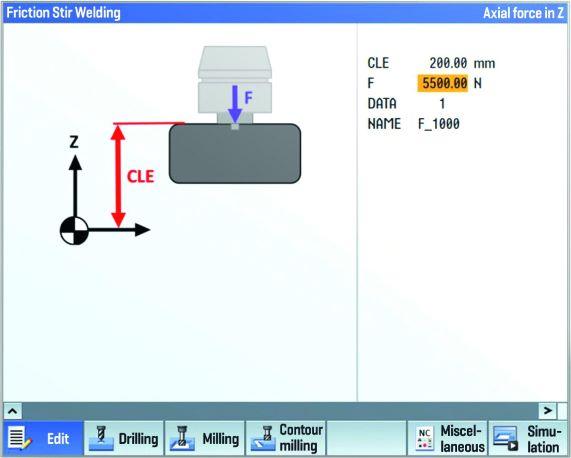
Once the operator of the HELLER machine has started the welding process, the Siemens CNC logs the entire workflow and reliably controls compliance with all parameters.

